Сварка стальных труб отопления своими руками
Выполняя монтаж труб отопления, зачастую приходится их соединять методом сварки. Конечно, в некоторых случаях может подойти и резьбовое соединение, однако процентное соотношение такого способа гораздо меньше.

Сварка металлических труб отопления
Что касается сварки стальных труб, то такой метод имеет несколько разновидностей. Например: ручная электродуговая, газовая сварка (полуавтоматическая, автоматическая). Для соединения стальных элементов отопления зачастую применяется первый вид сварки.
Чтобы сварить стальные трубы ручной дуговой сваркой, нужно использовать специальные электроды, выполняющие функцию присадки. Они выполняют две функции: проводят ток к дуге и заполняют шов. Их состав, размеры и прочие характеристики установлены ГОСТом. Сегодня в Сети можно встретить достаточно видео, где показано, как выполняется тот или иной вид сварки.

Регистры отопления из стальных труб.
Технология же ручной дуговой является достаточно простой, поэтому его выполнять можно своими руками. Все начинается с подготовки.
Подготовка
Сначала нужно заняться подготовкой труб. Поверхности, которые планируется сваривать, должны быть зачищены и обезжирены. Только так можно избежать дефектов в швах.
Изделия должны иметь соответствующий угол раскрытия кромки, должна быть соблюдена перпендикулярность плоскости торца оси изделия. Подготовка труб отопления большого диаметра осуществляется с помощью фрезерных машин или же газокислотной резки.
Размеры, соответствие толщины изделий, химического состава, механических свойств – все должно сочетаться с требованиями ГОСТа.
Нужно отметить, что зачастую величина притупления — около 2 мм, а угол раскрытия – около 65 градусов.
Немаловажным этапом подготовки является и выбор материалов.
Электроды

Электроды
Сварить стальные трубы отопления можно правильно, если выбрать верно электроды. Все существует два их вида: неплавящиеся и с плавящимся основанием. Градация основана на разновидности сердцевины электрода. Для неплавящегося типа применяется электротехнический уголь, графит или вольфрам. Что касается плавящегося, то его делают из сварочной проволоки, которая может иметь разный состав и размер. В нашем случае зачастую применяются электроды диаметром от 2 до 5 мм. Больших размеров изделия могут вариться и большим диаметром электрода.
Что касается покрытия, то оно также влияет на выбор того или иного электрода для сварки стальных труб отопления. Есть такие электроды:
- С основным покрытием. Швы благодаря такому расходному материалу имеют низкую вероятность растрескивания, имеют хорошие показатели вязкости.
- С рутилово-целлюлозным покрытием. Используются для самых разных случаев, включая и сложнейший: вертикальный шов сверху вниз.
- С рутиловым покрытием. Швы получаются с отличной внешностью. Шлак хорошо удаляется, а поджиг легок. Поэтому такие электроды часто применяются для прихваток и угловых швов.
- С рутилово-кислотным покрытием. Шлак образуется особой структуры, его он просто удаляется по окончании процесса.
- С целлюлозным покрытием. Подходят для изделий большого диаметра, для создания вертикальных и кольцевых швов.
Шлак
Это неметаллический сплав, который имеет вес меньше, чем свариваемые изделия. Он находится наверху шва, образуя покров. Выполняют защитную функцию. Шлак защищает шов от воздействия окружающей среды. Когда он остывает, затвердевает, его можно легко удалить.
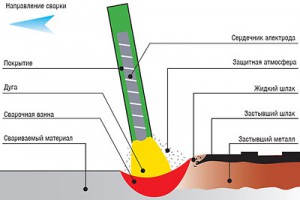
Принципиальная схема сварки металлических труб
Если наблюдается зашлаковывание шва, это дефект. Ведь это снижает прочность соединения.
Особенности ручной дуговой сварки
Выполняется в несколько проходов, после каждого нужно убирать шлак. Каждый последующий шов делается с перекрытием предыдущего. Такой способ позволяет достичь максимальной герметичности и снижает вероятность появления свищей.
Процесс сварки
Прихватки
Варить трубы отопления следует начинать с прихваток. Такова технология соединения встык.
Они — часть шва. Для их выполнения применяются электроды того же типа, которые будут применяться и для основной сварки.
Если диаметр изделий составляет до 30 см, можно выполнить четыре прихватки, равномерно расположенных. Длина – 5 см, высота – около 3 мм.
Сварить встык изделия большого диаметра можно, выполнив прихватки через 25-30 см. Сварка выполняет в три слоя, если толщина стенок составляет до 1,2 см. Нужно стремиться, что большинство стыков выполнялось в поворотном положении.
Поворотный метод
Сначала выполняется шов высотой около 3 мм, используя электроды диаметром 2-4 мм. Затем подбираются электроды с большим диаметром, для создания последующих слоев.

Шов
Сварка труб отопления большого диаметра
Стык стоит разделить на четыре сектора. Их выполняют по два сектора в верхнем полушарии трубы, поэтапно поворачивая изделие. И только третий слой выполняется в одном направлении, вращая трубу.
Нюансы
Если выполняется соединение изделий, которые работают при давлении, они, как правило, находятся возле стен помещения, поэтому варить такие трубы не очень удобно. Начинается процесс на нижнем участке отопительной системы, с центра.
Электрод должен располагаться перпендикулярно относительно места сварки. Если выполняется вертикальный шов, электрод размещают вверх под углом.
После создания слоя шлак удаляется в обязательном порядке.
Если личного опыта недостаточно для выполнения таких операций своими руками, тогда лучше обратиться к профессионалу. Ведь от качества сварных швов будет зависеть герметичность всей отопительной системы. А для этого нужно учесть множество нюансов, а также обладать определенными навыками в обращении со сварочным аппаратом. Как дополнение к этому, можно использовать видео. А остальное зависит от вас.



