Методика контроля состояния труб и сварных соединений
Для промышленных инженерных коммуникаций введен ряд стандартов, подразумевающих довольно жесткую проверку соединений. Эти методики переносятся на системы, находящиеся в частном владении. Применение методов позволяет избежать аварийных ситуаций и провести наружный и скрытый монтаж с требуемым уровнем качества.
Входной контроль
Входной контроль труб проводится для всех типов материалов, включая металлопластиковые, полиэтиленовые и полипропиленовые после покупки изделий.

Входной контроль труб
Упоминаемые стандарты подразумевают проверку труб, независимо от материала, из которого они изготовлены. Входной контроллинг подразумевает правила проверки получаемой партии. Проверка сварных соединений проводится в рамках приемки работ по монтажу коммуникаций. Описываемые способы обязательны к применению строительно-монтажными организациями при сдаче жилых, коммерческих и промышленных объектов с системами водоснабжения и отопления. Похожие способы применяются, где необходим контроль качества труб в коммуникациях промышленного типа, действующих в составе оборудования.
Последовательность проведения и методики
Приемка продукции после поставки является важным процессом, впоследствии гарантирующим отсутствие нерациональных затрат на замену трубной продукции и аварий. Тщательной проверке подлежит, как количество продукции, так и ее особенности. Количественная проверка позволяет учитывать весь расход продукции и избежать лишних затрат, связанных с завышенными нормами и нерациональным использованием. Нельзя упускать и влияние человеческого фактора.
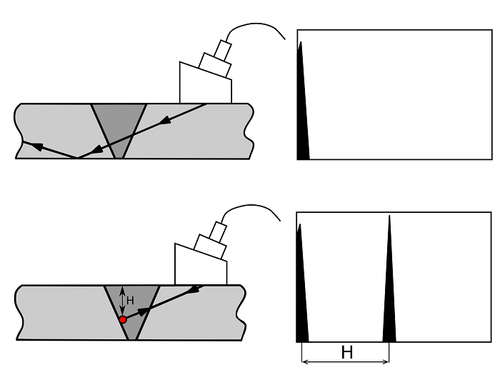
Схема работы ультразвука
Работы проводятся в соответствии с разделом № 9 стандарта СП 42-101-96.
Последовательность входных мероприятий следующая:
- Проверка сертификата и соответствия маркировки;
- Выборочные испытания образцов проводятся при сомнениях в качестве. Исследуется величина предела текучести при растяжении и удлинении при механическом разрыве;
- Даже при отсутствии сомнений в поставке отбирается небольшое количество образцов для испытаний, в пределах 0,25-2% партии, но не менее 5 шт. При использовании продукции в бухтах, отрезают 2 м;
- Проводится осмотр поверхности;
- Осматривается на предмет вздутий и трещин;
- Измеряют типовые размеры толщин и стенок микрометром или штангенциркулем.

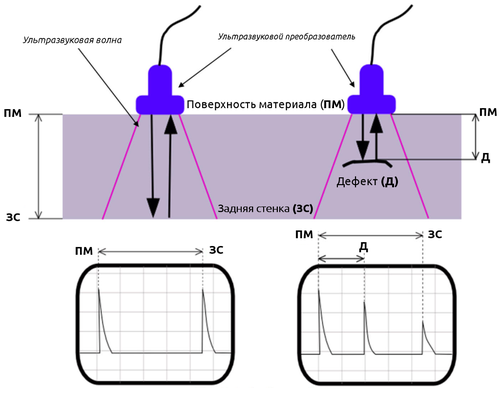
Ультразвуковая проверка труб
При официальной проверке коммерческой или государственной организацией по факту проведения процедуры составляется протокол.
Неразрушающий контроль – особенности
Неразрушающие способы используются в функционирующих системах инженерных коммуникации. Особенное внимание уделяется реальному состоянию металла и сварным соединениям. Безопасность эксплуатации определяется качеством сварки швов. При длительной эксплуатации исследуется степень повреждения конструкции между соединениями. Они могут быть повреждены ржавчиной, что приводит к истончению стенок, а засорение полости может привести к повышению давления и прорыву трубопровода.
Обнаружение дефекта трубы
Для этих целей предложено специализированное оборудование – дефектоскопы (например, ультразвуковые), которые могут применяться для проведения работ в частных и коммерческих целях.
В исследованиях трубопроводов применяют методы контроля труб:
- Вихретоковые – основаны на измерении вихревых токов в дефектах. Способ обладает довольно высокой точностью, позволяет исследовать поверхность на глубину 2 мм и установить возможные места прорывов;
- Ультразвуковые – используются эхо- и теневые сигналы, позволяющие установить наличие дефектов. Довольно дорогостоящий и требовательный метод;
- Капиллярные – предназначены для визуального обнаружения дефектов, прежде всего, мелких трещин и расколов, которые могут образовывать течь. Используют порошок, который активизируют с помощью проявителя. Используется не только на металлических, но и полиэтиленовых трубах;
- Магнито-порошковые – связаны с рассеиванием магнитного поля над имеющимися дефектами. Используется магнитный порошок или раствор (например, testex), оценивается визуально. Применяется, прежде всего, для проверки сварки.
-

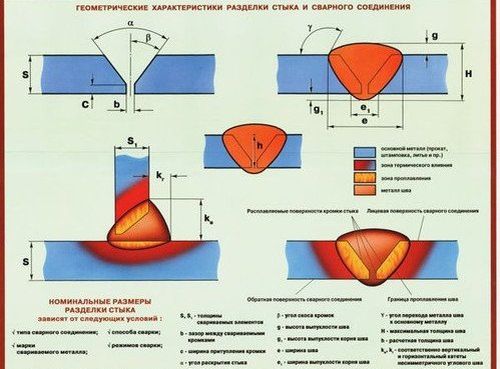
Дефекты сварных швов
С помощью данного оборудование отслеживается развитие трещин или нарушение целостности. Причем основным достоинством является определение скрытых дефектов. Очевидно, что каждый из этих методов показывает высокую эффективность на определенных видах повреждений. Вихретоковый дефектоскоп в какой-то степени является универсальным и оптимальным по стоимости.
Ультразвуковой контроль труб – более дорогое удовольствие и требовательно, но очень популярно среди специалистов благодаря сформировавшемуся стереотипу. Многие сантехники используют капиллярный и магнитопорошковый метод, который применим для всех видов трубной продукции, включая полиэтиленовые и полипропиленовые. Среди специалистов популярно средство Testex для проверки герметичности сварки.

Заключение
Из предложенных способов неразрушающего контроля все 4 варианта успешно используются на практике, но не обладают абсолютной универсальностью. Система контроля труб включает в себя все виды дефектоскопов для проведения работ. Некоторой степенью универсальности обладает ультразвуковой способ, а также методика, основанная на вихревых токах. Причем вихревой вариант оборудования обходится значительно дешевле.



