Выбираем электроды для сварки труб
Процесс сварки – это достаточно сложная и многосоставная процедура, требующая наличия определенных знаний и умений. Чтобы выполнить качественно соединение при помощи сварки, следует учесть множество нюансов и параметров. В частности, большое значение имеет правильность выбора электродов для конкретного случая. Ведь от этого будет зависеть режим сварки, количество наплавленного материала, состав металла шва, а значит, и характеристики полученного шва. Поэтому прочность соединения во многом зависит от этого выбора.

Сварочные электроды
Поэтому его нужно делать с учетом свойств материала и параметров. Ведь каждый тип электродов имеет свои особенности, поэтому подходит для выполнения каких-то конкретных задач. Следовательно, стоит рассмотреть каждый тип электродов, который может подходить для того или иного случая.
Выбор по сварочным параметрам
Изделия рутилово-кислотного типа имеют преимущество – шлакоудаление в узких соединениях.
- Рутиловые позволяют получить привлекательный вид шва, шлак хорошо убирается, повторное зажигание легкое. Применяются для прихваток, верхних слоев и создания угловых швов.
- С рутилово-основным покрытием применяются электроды для получения корневых швов, а также при строительстве трубопроводов среднего и малого диаметра.
- Рутилово-целлюлозные отменно себя зарекомендовали в разных позициях. Это универсальный вариант, если изделие с толстым покрытием.
- Целлюлозные используются для соединения кольцевыми швами труб больших диаметров. Они подходят для реализации вертикальных швов сверху вниз. Поэтому такие изделия используются для прокладки трубопроводов.
Основные электроды могут использоваться для соединения в любых положениях. Однако внешний вид шва получается немного хуже, чем в остальных случаях. Однако такие изделия уменьшают вероятность появления трещин в металле шва.
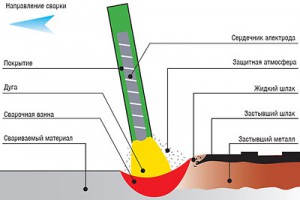
Принципиальная схема сварки металлических труб
Эффективны при больших толщинах стенок, а также при плохой свариваемости материала. Эти электроды эффективно используются для сваривания прочных сталей.
Выбор по свойствам материала
В металле шва, как и в основном, должны наблюдаться почти такие же показатели вязкости и прочности.
Чтобы выбора был правильным по DIN EN 499, есть указания о значениях прочности при растяжении, предела текучести, а также вязкости металла шва.
Приведем пример. Допустим, обозначение Е 46 3 В 4 2 Н5:
- Е – тип электрода – ручная сварка.
- 46 – предел текучести 460 Н/мм2, минимальный.
- 3 – при температуре минус 30 градусов развивается трещина, работа которой равна 47 Дж.
- В – основное покрытие электрода.
- 4 – сварка на постоянном токе.
- 2 – сварка по всех положениях, исключение — вертикальная сверху вниз.
- Н5 – содержание водорода в металле шва до 5 мл/100 г.
Такие же системы обозначения существуют для нержавеющих, жаропрочных и высокопрочных электродов.
Диаметр
Важное значение при выборе электрода для сварки труб имеет определение его диаметра. От этого зависят характеристики шва, а также присадочного расход материала.
Нужно сначала же отметить, что номинальный диаметр – это размер стержня, без обмазки. Что касается толщины обмазки, то она индивидуальна, определяется ГОСТ 9466-75 по формуле: D/d. D – диаметр с покрытием, а d – диаметр стержня. Соотношение:
- Равно или меньше 1,2 — тонкое покрытие;
- Равно или меньше 1,45 — среднее покрытие;
- Равно или меньше 1,80 – толстое покрытие;
- Более 1,8 – особо толстое покрытие.
Интересно, что и зарубежные производители придерживаются подобных правил, однако диаметры их изделий не соответствуют стандартам России.

Виды электродов
Приведем основные возможности электродов, которые отличаются диаметром:
- 8-12 мм — сила тока до 450 Ампер, а свариваемый металл имеет толщину свыше 8 мм. Их длина 35-45 см. Для любых видов стали, для высокопроизводительного промышленного оборудования.
- 6 мм — сила тока 230-370 Ампер, а свариваемый металл имеет толщину 4-15 мм. Их длина 35-45 см. Для любых видов стали, для профессионального оборудования.
- 5 мм — сила тока 150-280 Ампер, а свариваемый металл имеет толщину 4-15 мм. Их длина 35-45 см. Для любых видов стали, для мощного оборудования.
- 4 мм — сила тока 100-220 Ампер, а свариваемый металл имеет толщину 2-10 мм. Их длина 35-45 см. Для любых видов стали.
- 3 мм — сила тока 70-140 Ампер, а свариваемый металл имеет толщину 2-5 мм. Их длина 30-45 см. Для легированной и низкоуглеродистой стали.
- 2,5 мм — сила тока 70-100 Ампер, а свариваемый металл имеет толщину 1-3 мм. Их длина 25-35 см. Для легированной и низкоуглеродистой стали.
- 2 мм — сила тока 50-70 Ампер, а свариваемый металл имеет толщину 1-2 мм. Их длина 25-30 см. Для легированной и низкоуглеродистой стали.
- 1,6 мм – сила тока 25-50 Ампер, а свариваемый металл имеет толщину 1-2 мм. Их длина 20-25 см. Для легированной и низкоуглеродистой стали.
- 1 мм – сила тока 20-25 Ампер, а свариваемый металл имеет толщину 1-1,5 мм.
Нельзя не отметить, что у каждой марки электродов может быть своя сила тока, поэтому указанные параметры ориентировочные. Отличаться будет и расход.
Правильный выбор электрода – залог качественного и прочного шва, а значит, и всей конструкции. Поэтому к такому выбору следует подходить особенно тщательно.



